The efficiency of a steam system can be increased by using a condensate recovery system that can contribute to reduced chemical costs and water costs to return condensate to the boiler part. Another best practice to improve the overall efficiency is by improving the factors that affect the reliability, longevity, and performance of the condensate return pump.
Parts of a Condensate Recovery System
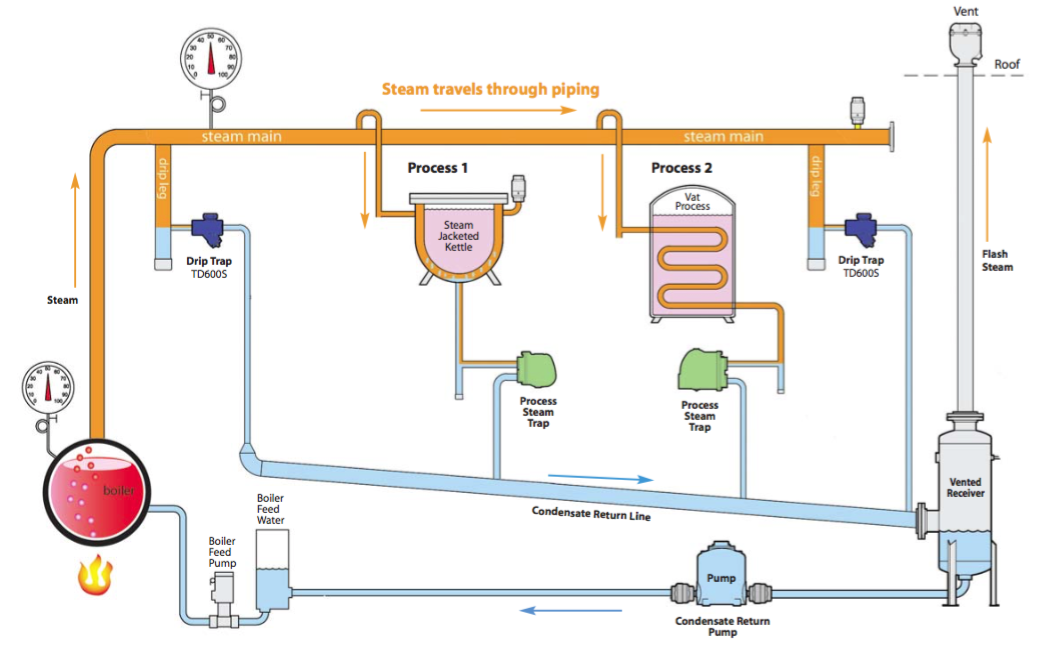
A condensate recovery system consists of three main components:
- Condenser: This component collects the condensed steam and cools it back down into liquid form. This is typically achieved by using air coolers, which are equipped with air blowers used to draw air across the cooling coils to lower the temperature within the coils.
The condensed steam then flows into the storage tank, where it is retained until it can be pumped to its intended location for use in production processes.
- Tank: This component stores the condensed steam until it can be transported to its intended location. The amount of storage space available for this process depends on the quantity of condensate being produced by the plant or facility at any given time.
- Pump: This component is used for transporting the condensed steam to its intended location for use in production processes.
What are the benefits of a condensate pump?
Drives pure water
Condensate is a source of feedwater that is relatively pure as compared to most water supplies, and it is generated as a by-product of various energy-producing industries. It can be recovered from steam generators, boilers, process equipment, and cooling towers. Condensate can be retrieved from each unit or system separately at total capacity or from a central condensate recovery system. The latter option is usually more economical.
Improves energy efficiency
The basic idea behind condensate recovery is to use the heat contained in condensate to preheat or precool air for space conditioning. The preheated air has the effect of reducing the amount of energy needed for heating or cooling. By recovering and recycling condensate, thousands of gallons of water can be saved every year, and hundreds of pounds of harmful carbon dioxide (CO2) emissions can be avoided.
Modifies temperature and humidity
Condensate recovery systems can also help with indoor air quality issues related to temperature and humidity. Uncontrolled temperature and humidity levels in a building can cause moisture-related problems like mold growth in wall cavities and ceilings, corrosion in metal ductwork and wet insulation, and even microbial activity in ventilation shafts.
Recovered condensate can be used to humidify fresh outdoor air before it enters the building, reducing the need for excess makeup humidification, which improves IAQ by preventing excessive drying of indoor air.
Conclusion
Condensate is the liquid that forms when warm, moist air from a building meets a cold surface. Condensate can be directed back into the heating and cooling system to improve energy efficiency and reduce emissions.
By adopting best practices to improve the function and performance of a condensate recovery system, the steam system can become more energy-efficient and cost-effective.






{kind=link}